
Entdecken Sie, warum Schrägzugfeder in Hochdruckventilen und lernen Sie die wichtigsten mechanischen Ursachen, Konstruktionsfehler, Materialfaktoren und technischen Lösungen zur Vermeidung von Dichtungsversagen kennen.
Abgekantete Spiralfeder, abgewinkelte Federextrusion, Federspannungsextrusion, abgewinkelte Spiralfederdichtung, Hochdruck-Ventilfederextrusion
Die Extrusion von Spiralfedern ist eine kritische Fehlerart bei Hochdruckventilen, bei denen die cante Schraubenfeder extrudiert aus der Nut bei hohem Differenzdruck oder falscher Geometrie. Dieser Artikel erklärt das Phänomen, zeigt typische Versagensszenarien und Folgen auf (Leckage, Abschaltung, Dichtungsversagen), analysiert vier technische Ursachen (Mechanik, Werkstoffe, Nutgestaltung, Einbau) und gibt konkrete Lösungen für Konstruktion, Werkstoffauswahl und Einbau. Diagramme (Kraftdiagramm, Querschnitt, Nutdesign) und Vergleichstabellen helfen Ventil- und Dichtungsingenieuren, Extrusion zu verhindern.
Definition: Extrusion bedeutet hier die irreversible Wanderung oder plastische Verschiebung der gekanteten Schraubenfedern (Federspanner) aus ihrer vorgesehenen Nut/Stopfbuchse unter dem Druck der Flüssigkeit, was zum Verlust der Vorspannung und zum Versagen der Dichtung führt.
Bei der Extrusion von Schraubenfedern handelt es sich um die irreversible Migration oder plastische Verschiebung der Feder aus ihrer vorgesehenen Nut unter dem Druck der Flüssigkeit, was zum Versagen der Dichtung führt. Typische Szenarien sind Systeme mit schnellen Druckwechseln, Tieftemperatur- oder Hochtemperaturventile und Systeme mit engen Stopfbuchsengeometrien.
Zu den schwerwiegenden Folgen gehören unmittelbare Leckagen und der Verlust des Sicherheitsbehälters, das Reißen von Polymerumhüllungen, die eine Kontaminierung verursachen, Notabschaltungen und ungeplante Wartungsarbeiten sowie katastrophale Ausfälle in sicherheitskritischen Systemen, z. B. bei der Handhabung von Wasserstoff, Sauerstoff oder Chemikalien.
Die primäre mechanische Ursache ist ein übermäßiger Nettodruck und konzentrierte Seitenlasten, bei denen der Flüssigkeitsdruck Kräfte erzeugt, die die Fähigkeit der Feder, in ihrem Sitz zu verbleiben, übersteigen können, was zu einer Spulenwanderung führt. Darüber hinaus sind überdimensionierte Stopfbuchsabstände, Materialerweichung aufgrund von Temperatur oder Chemikalien sowie unsachgemäße Handhabung oder Installation wichtige Ursachen.
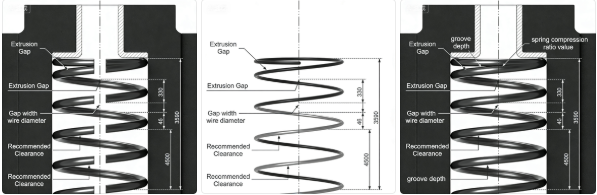
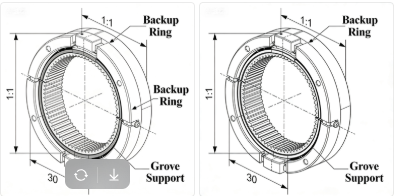
Ein zu großes Stopfbuchsenspiel ermöglicht eine seitliche Verschiebung der Spulen und destabilisiert den Erreger. Zu den empfohlenen Konstruktionsregeln gehören die Beibehaltung eines Radialspiels von höchstens 0,20 mm für Drücke über 30 MPa, die Anpassung der Nuttiefe an die Federhöhe und das Hinzufügen einer Druckeintrittsfase oder einer Stützlippe.
Werkstoffe wie Inconel 718, Elgiloy oder X-750 werden aufgrund ihrer hohen Streckgrenze und Stabilität bei erhöhten Temperaturen empfohlen, die die Strangpressbeständigkeit im Vergleich zu rostfreiem Standardstahl 302 erheblich verbessern.
Typische Szenarien (bei denen die Extrusion häufig beobachtet wird):
Schwerwiegende Folgen:
Im Folgenden analysieren wir die Ursachen von mechanisch, Materialienund Entwurf Standpunkte. Dieser Abschnitt bildet den technischen Kern für Ingenieure.
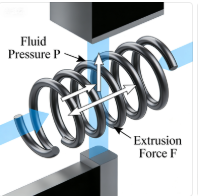
Mechanik: Der Flüssigkeitsdruck, der auf die freiliegende Fläche wirkt, erzeugt eine Netto-Axial-/Radialkraft, die die Fähigkeit der Feder, im Sitz zu bleiben, übersteigen kann. Vereinfachte Beziehung:
Fp=P×Aexponiert
Wenn die Extrusion beginnt: wenn Fp plus eine etwaige Seitenkomponente übersteigt den strukturellen Widerstand der Feder-Stopfbuchsen-Baugruppe (einschließlich Drahtstreckung und Kontaktreibung).
Technischer Einblick: Hoher Differenzdruck + schmale Auflage führt zu Spulengleiten und reißverschlussartiger Migration.
Ursache für das Design: Wenn die radialen oder seitlichen Abstände größer sind als empfohlen, können sich die Spulen seitlich in den Abstand hinein bewegen. Die Bewegung der ersten Spule destabilisiert den gesamten Erreger.
Die wichtigsten geometrischen Fehlerarten:
Materialien: Viele nichtrostende Stähle verlieren bei erhöhten Temperaturen an Streckgrenze oder verspröden durch aggressive Medien; als Ummantelung verwendete Polymere können kriechen.
Wirkung: geringere Fließfähigkeit -> leichtes Fließen des Kunststoffs -> Extrusion. Polymere können unter Last kalt in Lücken fließen.
Faktor Mensch/Montage: Falsche Ausrichtung, Überdehnung, Oberflächenbeschädigung oder fehlende Schmierung können zu lokalen Spannungskonzentrationen führen, die eine Spulenwanderung verursachen.
Nachstehend finden Sie konkrete Gegenmaßnahmen für jede Ursache. Verwenden Sie die Checkliste und die Vergleichstabelle, um den richtigen Ansatz zu wählen.
Schnellregeln für das Rillendesign (empfohlen):
| Material | Typischer Ertrag (20°C) | Geeigneter Temperaturbereich | Extrusionsfestigkeit (qualitativ) |
|---|---|---|---|
| 302 SS | ~500 MPa | -200 bis 200°C | Gering-Mäßig |
| 17-7PH | ~1000 MPa | -200 bis 250°C | Gut |
| Inconel 718 | ~1250 MPa | -200 bis 700°C | Ausgezeichnet |
| Elgiloy | ~1200 MPa | -200 bis 600°C | Ausgezeichnet |
Die wichtigsten Auswahlkriterien:
Tägliche/betriebliche Präventivmaßnahmen:
A. Abwägung zwischen Kosten und Leistung - Hochleistungslegierungen (Inconel, Elgiloy) erhöhen die Materialkosten, verringern aber Ausfallzeiten und Ausfallrisiken. Verwenden Sie zum Vergleich ein Lebenszykluskostenmodell.
B. Alternative Energiequellen - Ganzmetall C-Ringe, E-Ringe, oder segmentierte Metalldichtungen das Risiko des Kriechens von Polymeren beseitigen. Bedenken Sie die Kompromisse: Bearbeitungspräzision und höhere Kosten.
C. Prüfverfahren zur Validierung der Extrusionsfestigkeit - hydrostatische Berstprüfung, zyklische Druckprüfung, Temperaturwechsel und FEA-Kontaktspannungssimulationen.

Vorbeugung Canted Coil Feder Extrusion in Hochdruckventilen erfordert die Kombination der richtigen Rillengeometrie, angemessen Federwerkstoff und -geometrie, und streng Installationssteuerung. Verwenden Sie die obigen Checklisten und Diagramme, um Ihre Konstruktion zu validieren und einen langfristigen, leckagefreien Ventilbetrieb zu gewährleisten.
Wenn Sie detailliertere Lösungen wünschen oder etwas besprechen möchten, wenden Sie sich bitte an uns.
Email:sale01@handaspring.com
Die in diesem Artikel enthaltenen technischen Informationen, Abbildungen, Testdaten, Diagramme und technischen Beispiele sind für nur allgemeine Hinweise. Die tatsächliche Leistung, das Materialverhalten, die Druckstufen und die Konstruktionsanforderungen für geneigte Schraubenfedern oder Hochdruckdichtungssysteme können je nach Industriestandards, Anwendungsumgebungen, behördliche Anforderungen und kundenspezifische Designspezifikationen.
Alle in diesem Artikel gezeigten Zahlenwerte, Formeln, Testergebnisse und Bilder sind illustrativer Charakter und sollte nicht als alleinige Grundlage für die Produktauswahl, den technischen Entwurf oder sicherheitskritische Entscheidungen verwendet werden. Die Benutzer sollten die Daten immer mit den geeignete Normen, Verhalten unabhängige Prüfung, und konsultieren Sie qualifizierte Ingenieure oder technische Spezialisten vor der Umsetzung eines Entwurfs oder der Auswahl von Materialien für den betrieblichen Einsatz.
Der Herausgeber übernimmt keine Verantwortung für Fehler, Auslassungen oder Folgen, die sich aus der Verwendung der hier bereitgestellten Informationen ergeben.