
ばね式シール、導電性コネクタ、半導体装置、および高信頼性機械システムにおいては、 傾斜コイルスプリング その安定した負荷特性、低摩擦、そして長寿命のおかげで、広く採用されているソリューションとなっています。.
しかし、実際のプロジェクトでは、エンジニアは次のような状況にしばしば直面します:
豊富な導入実績に基づき、当社は以下のことを確認しました:
コイルスプリングの傾斜による故障の多くは、スプリングそのものの問題ではなく、溝の設計が不適切であることが原因です。.
つまり、どんなに優れた傾斜コイルスプリングであっても、設計が不適切な溝に取り付けられてしまっては、最適な性能を発揮することはできません。この記事では、その 溝の設計で最もよくある7つの間違い エンジニアが傾斜コイルスプリングの設計を行う際に犯しがちな間違い。.

組み立て中にばねが脱落するのを防ぐため、一部の技術者は意図的に溝を深く設計することがあります。これにより取り付けは簡素化されるかもしれませんが、溝が深すぎると、傾斜コイルばねの圧縮が不十分になることがよくあります。圧縮が不十分だと、次のような問題が生じる可能性があります:
圧縮試験の比較、,試験条件:
| 実際の圧縮率 | 初期荷重(N/mm) | 低圧下でのシール性能 |
|---|---|---|
| 8% | 0.16 | 漏洩の恐れあり |
| 15% | 0.31 | おおむね安定 |
| 20% | 0.42 | 安定 |
| 30% | 0.58 | 最適 |
ばね式シールが用いられるほとんどの用途において、 圧縮比の範囲:15%~30% 一般的に、傾斜コイルスプリングにはこれが推奨されます。.👉 溝の深さが適切かどうか分からない?🔗 溝の設計に関するアドバイスについては、ハンダのエンジニアに無料でご相談ください
もう1つよくある問題は、エンジニアが予圧力を高めようとして、意図的に溝の深さを浅くしてしまう場合です。.実際には、圧縮不足よりも過度の圧縮の方が有害な場合が多い。過度の圧縮により、次のような問題が生じる可能性がある:
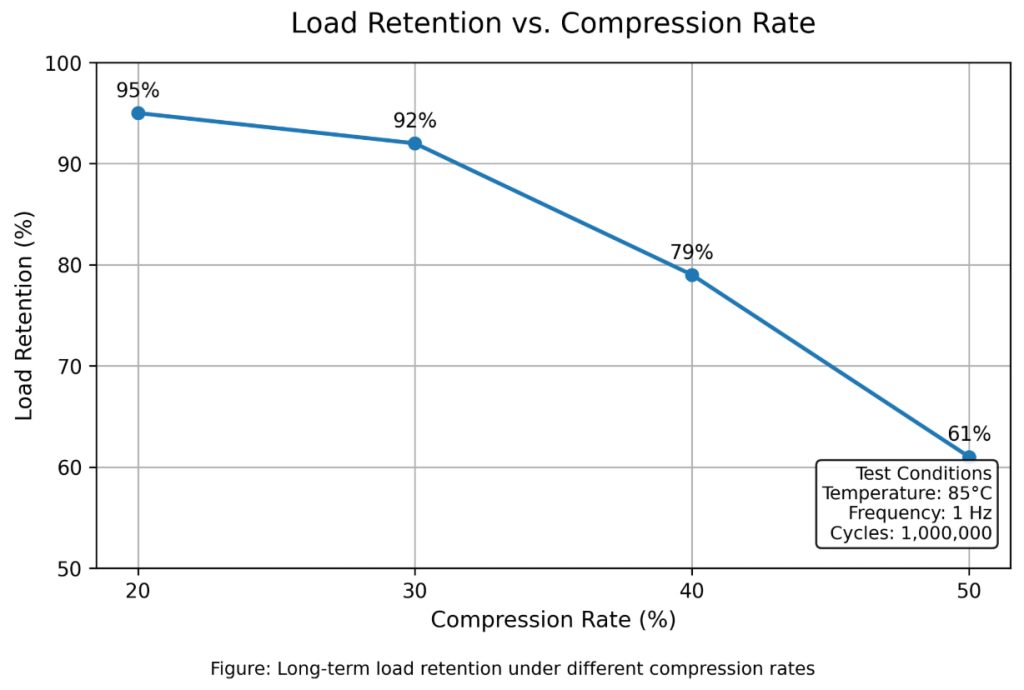
サイクル寿命試験、,試験条件:
| 圧縮率 | 積載保持力 | 永久セット |
|---|---|---|
| 20% | 95% | 1.8% |
| 30% | 92% | 3.5% |
| 40% | 79% | 8.6% |
| 50% | 61% | 16.2% |
試験結果によると、圧縮量が以下を超えると、傾斜コイルスプリングの性能が著しく低下することが示されている。 40%.当社の製品について詳しくはこちら:🔗 当社の傾斜コイルスプリング製品シリーズをご覧ください
一部のエンジニアは、スプリングの公称寸法のみを基に溝を設計し、次のような要因を見落としていることがあります:
その結果、傾斜コイルスプリングは、作動中に自由に変形しない可能性があります。.
動的アプリケーションテスト,試験条件:
| 溝幅のクリアランス | 組み立ての難易度 | 動作条件 |
|---|---|---|
| +0.05 mm | 非常に難しい | 激しい引っかかり |
| +0.10 mm | 難しい | 不定期刊行 |
| +0.20 mm | 通常 | 安定 |
| +0.30 mm | 簡単 | 安定 |
ほとんどの用途において、溝幅は次のように設計することが推奨されます。 ばねの幅より0.1~0.3 mm広い.👉 標準的な溝の設計についてサポートが必要ですか?溝の図面作成に関するサポートをご希望の場合は、お問い合わせください。

溝の入り口に鋭いエッジがある場合、取り付け時に傾斜付きコイルスプリングに傷がついたり、破損したりしやすくなります。この問題は、メッキ加工されたスプリングや小型のスプリングで特に多く見られます。.
設置試験、,試験条件:
| グルーヴの入り口のデザイン | 春の被害率 |
|---|---|
| 面取りなし | 31% |
| 0.2 × 45°の面取り | 8% |
| 半径 R0.3 | 5% |
一般的には、以下のいずれかを追加することが推奨されています:A 0.2 mm × 45°の面取りあるいはA 溝の入口までの半径は0.2~0.5 mm。.
多くのプロジェクトでは、試作段階では良好な結果を出しているものの、量産段階になると不具合が発生することがあります。多くの場合、その根本的な原因は、公差の積み上げ解析が行われていないことにあります。.
公差の累積の例
| パラメータ | 公称寸法 | 寛容 |
|---|---|---|
| スプリングの高さ | 2.00 mm | ±0.05 mm |
| 溝の深さ | 1.55 mm | ±0.03 mm |
| 交配のクリアランス | 0.50 mm | ±0.04 mm |
理論上の圧縮率: 20%,実際の圧縮範囲: 11% から 29% へ。これは、同じ製造ロット内において、以下のことを意味します:ばねによっては圧縮不足のものもあれば、すでに過圧縮されているものもある。したがって、技術者は以下の作業を行うべきである:
技術的な詳細については、以下をご覧ください:🔗Handa Springのウェブサイトをご覧ください

温度変化により、金属もポリマーも膨張または収縮します。溝の寸法を室温でのみ考慮して設計した場合、実際の使用条件下では次のような事態が生じる可能性があります:
高温・低温試験、,試験条件:
| 温度 | 圧縮率の変化 |
|---|---|
| 25°C | ベースライン |
| 150°C | +6% |
| -55°C | -4% |
航空宇宙、極低温、および高温の用途においては、熱膨張の計算を行うことを強く推奨します。.
多くのエンジニアは、過去のプロジェクトで使用した溝の図面を再利用することを好みます。しかし、動作条件はしばしば大きく異なり、具体的には次のような違いがあります:
| 申し込み | 設計上の重要な考慮事項 |
|---|---|
| 動的シール | 低摩擦・耐摩耗性 |
| 静的シール | 適切なプリロード |
| 高温環境での使用 | 熱膨張の補正 |
| ハイサイクル・アプリケーション | 圧縮制御 |
| 真空システム | 摩耗粉の発生を最小限に抑える |
したがって、溝の設計は、他のプロジェクトからそのまま流用するのではなく、常に具体的な用途に合わせて最適化すべきである。.

溝の設計に着手する前に、技術者はまず以下を定義しておく必要があります:
プロジェクトの初期段階でこれらのパラメータを明確に定義しておけば、後の再設計にかかるコストを大幅に削減することができます。.👉 適切な傾斜コイルスプリングや溝の寸法をどのように選べばよいかお悩みですか?🔗 今すぐハンダのエンジニアにご相談ください。.
傾斜コイルスプリングの性能は、スプリング自体だけでなく、溝が適切に設計されているかどうかも大きく影響します。多くの用途において、最適化された溝の設計により、以下の効果が期待できます:
新しいシールプロジェクトを計画中の方、あるいは耐用年数の不足や過度な摩擦などの問題に直面している方は、以下のサイトをご覧ください:🔗www.handaspring.com。.当社のエンジニアリングチームは、以下のサービスを提供いたします:
✓ 申請に関する無料サポート
✓ 標準溝の図面
✓ サンプル検査のサポート
✓ カスタマイズされた構造最適化ソリューション