

SS301カンチレバーV型スプリング 各種サイズ
SS301カンチレバーVスプリング は、カンチレバースプリングのユニークなV字形状と、301グレードステンレス鋼の高強度、優れた疲労寿命、優れた耐食性を兼ね備えています。これらのスプリングは、高い弾性限界を示し、冷間加工により最大1,200MPaの引張強度を持つ完全な硬度まで加工可能で、幅広い温度範囲(極低温から~500℃)で性能を維持します。V字型断面は安定した予圧とエッジコンタクト・シールを提供し、油圧、空気圧、航空宇宙、医療用途のダイナミック・シールに理想的です。.
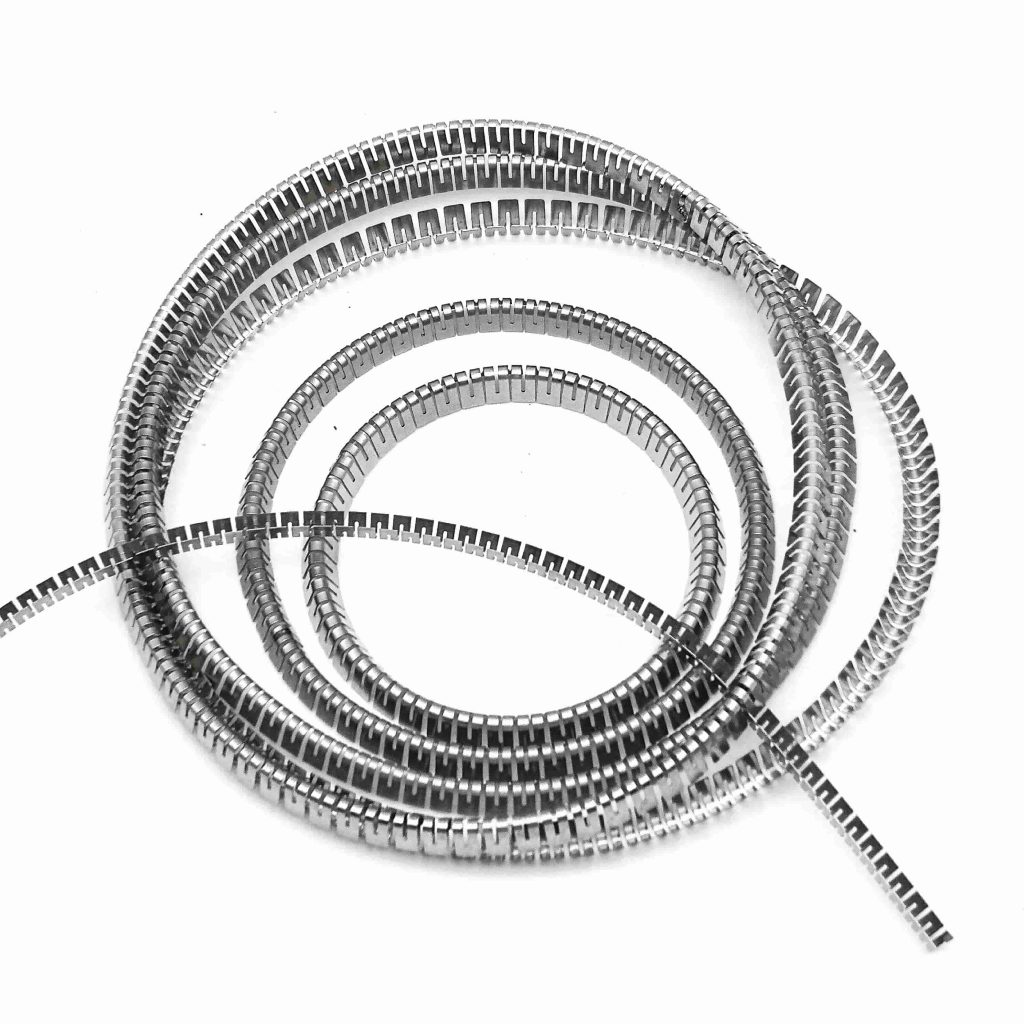
カンチレバーVスプリング はV字型に形成されたリボン型スプリングで、シャフトやシールリップなどの相手面との接触を維持するために、主にスプリングのエッジで力を加えます。この設計により、高いシール効果と動的条件下でのミスアライメントに対する耐性が保証されます。SS301で製作された場合、機械的弾力性と耐食性を兼ね備えています。.
SS301はオーステナイト系ステンレス鋼合金で、代表的な組成範囲は以下の通りである:
このCrとNiのバランスは、SS301の延性と強度の組み合わせを支えるオーステナイト組織を実現する。.
冷間加工では、SS301は焼なましから完全な硬さまで幅広い調質範囲と、それに対応する機械的特性を実現する:
高い加工硬化率(1 %減少あたり~14 MPa)により、SS301はスプリング成形に十分な延性を保ちながら、非常に高い強度に達することができる。.
SS301は、常温で穏やかな腐食性環境ではグレード304に匹敵する耐食性を提供します。840℃までは断続的に、900℃までは連続的に耐酸化性を示し、高温用途に適している。極低温下では、SS301は靭性と弾性特性を維持し、極端な寒さと熱の両方でその使用を可能にします。.

SS301カンチレバーVスプリングは、一般的に準拠して製造されています:
SS301カンチレバーV型スプリングは、301ステンレス鋼の高強度、成形性、耐食性を生かしたV型形状で、様々な産業分野で信頼性の高いダイナミックなシーリングを実現します。幅広い温度範囲、疲労寿命、予圧の一貫性により、高性能なシーリング用途に不可欠です。調質、仕上げ、形状を適切に選択することで、それぞれの対象環境で最適な性能を発揮します。.